2024-10 录入机床新闻资讯,资讯索引,机床资讯索引,机床新闻索引
https://www.158jixie.com
-
-
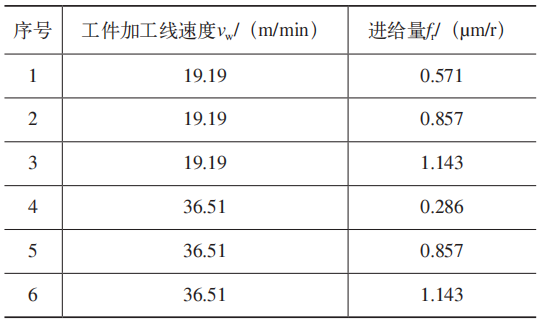
磨削工艺对列车车轴表面粗糙度及加工应力的影响趋势
以EA4T车轴的磨削加工为例,通过工艺试验,论证了砂轮特性、磨削工艺参数对车轴表面粗糙度和加工应力的影响,得出磨削工艺参数影响的主次顺序及影响规律,并分析了各种因素影响的显著程度,对生产实践具有一定的指导意义。
-
-
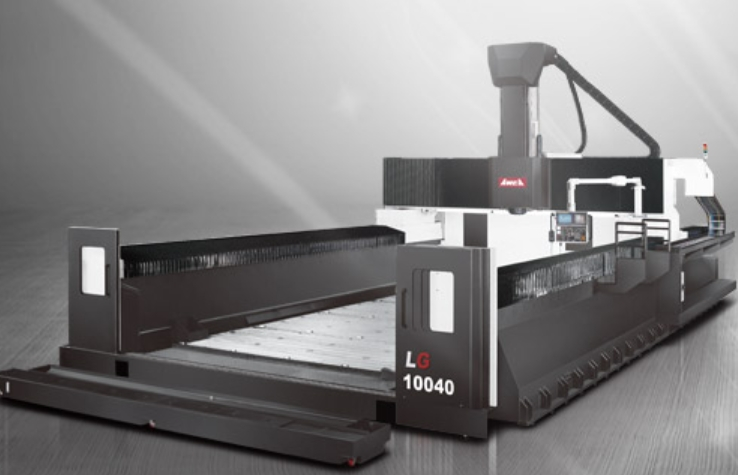
台湾亚崴五面体龙门加工中心
亚崴 LG 系列天车式龙门型加工中心机,运用天车式结构独具之优势,结合独家技术 「横梁下垂调整机构」与大马力、高刚性等特性,提供您超大型工件全方位的加工对策。并因此广为航天、造船、能源以及工具机产业所采用。
-
-
美国UNISIG枪管膛线自动开槽机R系列
膛线加工过程的精确性和控制造就了成品步枪枪管的精确性和控制。R系列膛线机使用完全可编程的捻度进行膛线加工,由伺服驱动电机提供动力,并通过闭环反馈将无与伦比的制造控制权交到操作人员手中。制造商能够用直观的技术和选择的部件,以更高的数量生产出卓越的枪管。
-
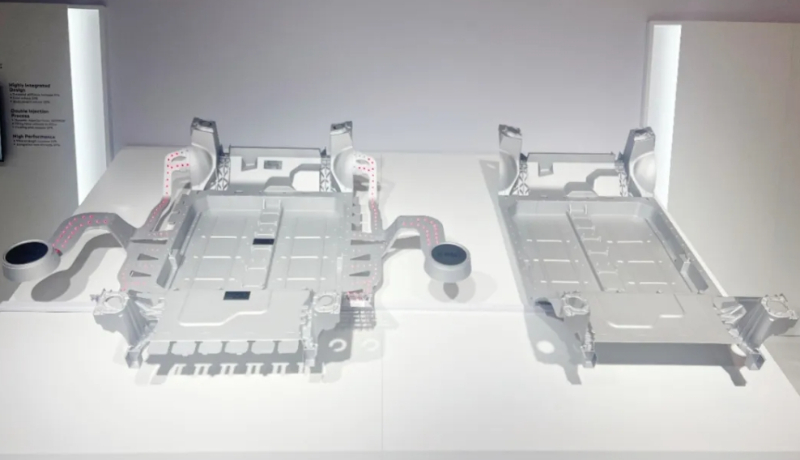
“全球首台全尺寸整体车身一体化压铸件”首次在奇瑞公开
“全球首台全尺寸整体车身一体化压铸件”首次在奇瑞公开,超万吨高动态整体车身一体压铸技术在科技节上震撼亮相,该零件也是目前全球尺寸最大的一体压铸零件。作为奇瑞首创的双压射一体压铸技术,成功解决了超大型压铸结构件应用的难题。通过设计、工艺、材料和装备的全方位协同,奇瑞汽车攻克了一系列关键技术
-
台湾健溢双夹持主轴两端同时加工车床SF10
台湾健溢双夹持主轴两端同时加工车床SF10产品特色:
1、台湾健溢SF10为量产首选,可实现产能最大化。
2、采用最新设计的加工方式,SF10搭配移动式双主轴与双栉式刀塔。
3、机械手于系统一主轴取成品料同时,系统二主轴加工毛胚料。
-
台湾健溢双夹持主轴两端同时加工车床DF11
台湾健溢双夹持主轴两端同时加工车床DF11产品特色:
1、单主轴双边夹持,能够夹持两个不同外径的工件,双边夹持,双倍产出。
2、车床表现最大化,可同时间加工两个不同工件。
3、大幅减少占地面积,使操作者可一次同时加工两个工件。
-
这,才是美西方最致命的武器
这,才是美西方最致命的武器,莫迪说:我们继承了一个英国人设计的教育体系,他们设计的初衷,就是为了给自己培养一个仆人阶层,满足他们的需求
-
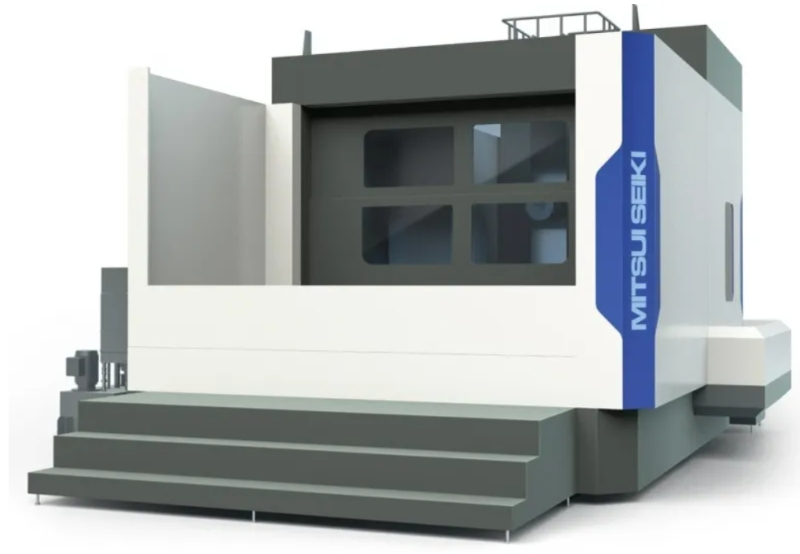
日本HORKOS霍科斯大型脆性材料加工的磨削中心NXG70-1010B
日本HORKOS霍科斯大型脆性材料加工的磨削中心NXG70-1010B,这款名为“NXG70-1010B”(见图)的研磨中心以加工中心的结构为基础,采用附带磨料的电铸工具进行轴向加工。其独特的无床身结构设计将驱动组件如滚珠丝杠和直线导轨等与加工室隔离,安装在上部位置,从而避免了浆状切屑对设备的负面影响
-
-
-
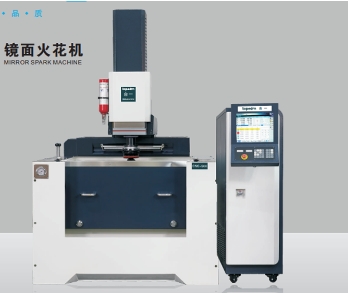
台湾台一镜面火花机CNC-500
台湾台一镜面火花机CNC-500产品特色:
1、底座箱形结构设计,超宽线轨跨距,使X、Y轴全程运行与台面形成持久稳定的平行度,实现大小模具加工均能够精准。
2、机头方形设计(BOX),可承受来自各方向的外力作用,保持原定位精确加工。确保重型电极加工精密度不受影响。
-
-
台湾台一镜面火花机CNC-450B
台湾台一镜面火花机CNC-450B产品特色:
1、Windows操作系统,15寸LCD 。 智慧编辑功能,编辑各段加工深度之加工参数。
2、多功能手控盒,快慢多段可调节主轴升降。 镜面加工(钨钢,石墨及特殊材质)。
-
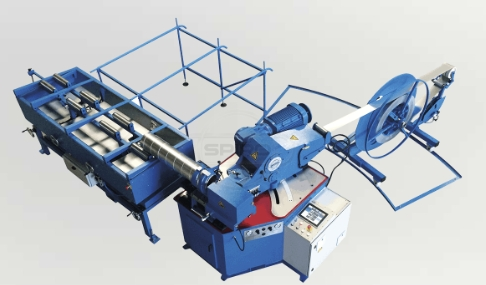
瑞士spiro斯佰诺风管机
Spiro®明星产品螺旋风管机1602/3600在暖通行业及钣金行业被广泛地认为从质量,稳定性,性能驱动方法上比较都非常卓越。
-
德国ELB缓进给磨床
德国ELB缓进给磨床,缓进给磨削也称作深切缓进给强力磨削,其特点是采用大的切削深度(1~30mm,比普通磨削大1~1000倍)和很小的工件进给速度(3~300 mm/min,是普通磨削的1/100~1/1000)
-
德国Junker勇克快速点磨削
德国Junker勇克快速点磨削,快速点磨削Quick - point Grinding是由德国Junker公司Erwin Junker先生于1994年开发并取得专利的一种先进的超高速磨削技术。它集成了超高速磨削,CBN超硬磨料及CNC柔性加工三大先进技术
-
台湾台一镜面火花机CNC-400
台湾台一镜面火花机CNC-400产品特色:
1、底座箱形结构设计,超宽线轨跨距,使X、Y轴全程运行与台面形成持久稳定的平行度,实现大小模具加工均能够精准;
2、机头方形设计(BOX),可承受来自各方向的外力作用,保持原定位精确加工。确保重型电极加工精密度不受影响;
共266条记录,每页显示20条,当前第5/14页
[首页] [上页] [2] [3] [4] [5] [6] [7] [下页] [尾页]