2024-08 录入机床新闻资讯,资讯索引,机床资讯索引,机床新闻索引
https://www.158jixie.com
-
-
西班牙法格塞达为美国ZEKELMAN公司设计制造全自动纵切线已投入使用
西班牙法格塞达为美国ZEKELMAN公司设计制造全自动纵切线已投入使用:新生产线可加工高达40吨、72英寸(1800毫米) 宽、厚度从0.031英寸到0.25英寸(0.78-6.35毫米) 、外径高达78英寸(2000毫米)的料卷。自动化功能包括自动料卷内径/外径开卷;自动穿线;分切机头的自动化设置和液压锁定,窄带或轻型规格的条带使用双活套;纵切料卷的离线打捆;和自动外径打包
-
你真的了解深孔钻加工?
所谓深孔是加工孔径比超过7倍径的一种孔加工方式(非标准)。深孔的特征是深度与直径的比率至少高达 7:1。它适用于在不同尺寸中创建所需深度的孔,数控加工材料从铝、钢、钛合金、铸铁等材料,应用领域较为广泛。
-
昂科ANCA牙钻加工案例,ENG-K与ANCA携手共创成功!
在亚洲,牙钻制造业正如日中天,其中ENG-K公司的崛起尤为引人注目。自2014年在韩国成立以来,该公司便与牙科植入物原始设备制造商紧密合作,以数控车床为起点,踏上了牙钻生产的征程。仅仅一年后,他们便引入了第一台澳大利亚昂科ANCA FX7Linear磨床,开启了新的生产篇章。如今,随着14台ANCA FX5 Linear机床的加入,ENG-K以30%的年增长率稳步前行
-
-
台湾加育高速龙门型立式切削中心机系列
台湾加育高速龙门型立式切削中心机系列之DC-1100/1300/1500标准附件:
1)三色警示灯;
2)刀臂式刀库;
3)移动式手轮;
4)全密式钣金;
5)刚性攻牙;
6)主轴油冷机;
7)RS232适配卡;
8)电气箱热交换器;
9)后冲水系统
-
台湾L&W卧式加工中心
固定立柱结构。固定的主轴。5° /72 分度旋转台是 HBM-630 的标准配置。1° /360 分度旋转台是 HBM-800 的标准配置。
-
台湾加育立式切削中心机系列
台湾加育立式切削中心机系列之MVC-1160G/1370G/1690G/1890G产品特色:
主轴轴承配置是由可承受重切削的滚珠轴承所支撑。滚珠轴承拥有较大的接触面积,可承受较大的轴向及径向切削力,再透过计算机仿真轴承之配置,以达到主轴之最大刚性。
-
-
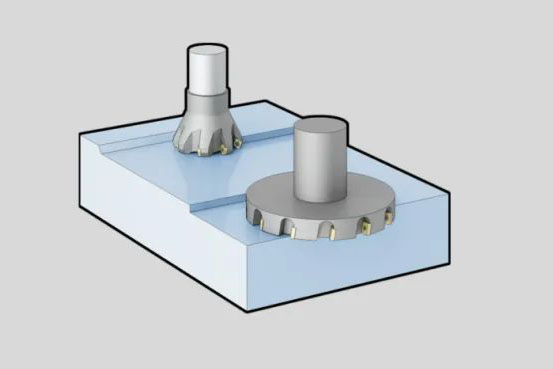
常规7种铣削方法,你认识几个?
铣削加工是一种常用的机械加工方法,通过旋转的多刃刀具对工件进行材料去除,以形成各种形状和特征。铣削加工特征主要包括平面、槽、台阶、轮廓、孔、螺纹等。以下是铣削加工中常见的特征及其加工要点:
-
DMG MORI第二代NLX 2500|700车削中心
第二代NLX 2500|700车削中心可满足用户的不同生产要求,进一步提升通用型车削的灵活性和可靠性,现在还配西门子数控系统。不仅可配CELOS X版MAPPS数控系统,还可配SINUMERIK ONE数控系统。高性能的NLX系列车削中心的突出亮点是高稳定性以及与其相关的高精度,都得到进一步提高
-
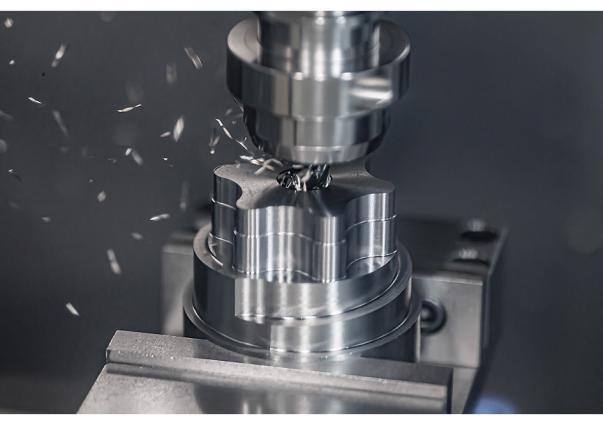
6个技巧搞定铝合金加工
现代工业需要高效完成零件加工。客户希望更快地完成订单,并需要零件品质稳定。铝是现代生产中最普遍使用的合金之一 ,似乎是最好的材料。它重量轻、坚固、耐用且耐腐蚀。这就是新铣削铝策略得以快速发展的原因。
-
德国MORA软质材料五轴铣床
Studio Mill 4 专门针对设计行业的需求而设计,可让您轻松加工粘土、发泡胶、硬质泡沫和软质泡沫等软质材料。Studio Mill 4 可以作为 3 轴或 3+2 轴铣床使用。
-
-
-
台湾加育立式切削中心机系列(硬轨)
台湾加育立式切削中心机系列(硬轨)之MVC-955/1160/1370/1690产品特色:
1、采用箱型结构设计,P4级主轴轴承,主轴套以SCM4加工而成,高刚性、重切削。
2、使用世界认证米汉钠铸铁,强化内部肋骨,并经回火处理,稳定性高、不变形,硬度高达HRC 52°±3°。
-
-
台湾加育立式切削中心机系列(线轨)
台湾加育立式切削中心机系列(线轨)之LVCQ-1170/1370/1570产品特色:
采用滚柱型线性滑轨,补足相较硬轨机台切削能力较小的缺点。透过滚动体与滑轨、滑块的线接触方式,滚动体在承受高负荷时仅形成微量的弹性变形,让整体线性滑轨达到四方向等高刚性、等高负荷能力的表现。且由于其具超高刚性,可大幅提升加工精度,达到高精度的要求,再加上超重负荷的特性,延长线性滑轨的使用寿命。
-
建议收藏!刀柄使用指南
在每个行业中 ,建立连接都至关重要。在金属加工领域 ,刀柄通常提供CNC和切削刀具之间的连接;在加工材料时产生必要的协同作用,以实现最佳夹紧性能。在这里,我们将聊聊一些不同类型的刀柄,并讨论在为您的操作选择合适的刀柄之前您应该了解的基本知识。
-
共262条记录,每页显示20条,当前第7/14页
[首页] [上页] [4] [5] [6] [7] [8] [9] [下页] [尾页]